






解体用吹氧棒-山东众志金属公司-解体用吹氧棒市场价
山东众志金属制品有限公司
经营模式:生产加工
地址:新泰市东都镇余粮庄村村南
主营:氧熔棒,吹氧棒,氧弧熔断棒
业务热线:0538-6327222
QQ:2438616809
产品详情 联系方式
产品品牌:众志金属
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
吹氧棒切割炬除不同于焊炬外,多一管高压氧气,其余均相同。 3-1 切割炬(Cutting Torch)——依混合室构造不同可分射吸式切割炬,等压式切割炬(中压)。吹氧棒射吸式用于切割薄板,等压式用来切割中厚板。切割火口一般可分为蛇目式(日本式),梅花式(美式)两种。蛇目式切割火口与射吸式配合,梅花式切割火口则适用于等压式割炬。 3-2 手提式氧yi炔切割炬,纯粹设计来以手工切割;由于受人为因素影响,手腕抖动,会使得割口不均匀,因此在行业上,为使铁板切割后合乎精密度的要求,乃发展出各类型的切割辅助导轨。如:直线徒手切割导轨,圆形切割导轨,切割炬导轨轮{熔},半自动切割机,靠模式切割机,磁吸式切割机,电眼扫描切割机,CNC数控全自动切割机etc。 3-3 切割炬的操作: 基本上与焊炬相同,然氧气压力通常设定在2.5-3.5kg/cm2,yi炔气则设定在0.25-0.35kg/cm2 ,仅此压力不同于焊接,较之焊接压力为高。 3-4 切割炬之切割程序: 1)将火焰调整至中性预热火焰(高压氧气阀关闭状态) 2)将火焰移至预切割钢板边缘预热。 3)见钢板预热处点已达着火温度(意即钢板面开始赤红)时,移开火口火焰离钢板边缘2-3m/m处,并开启高压氧气阀约1/2圈,此时火焰中心喷出一条约200-250m/m长的“嘶—”声音的直线切割焰。 4)然后扶稳切割炬顺着切割方向进行切割,火口高度通常离钢板表面约8-12m/m。 5)切割进行结束,先关闭高压氧气阀,再关yi炔阀,后关低压氧气阀






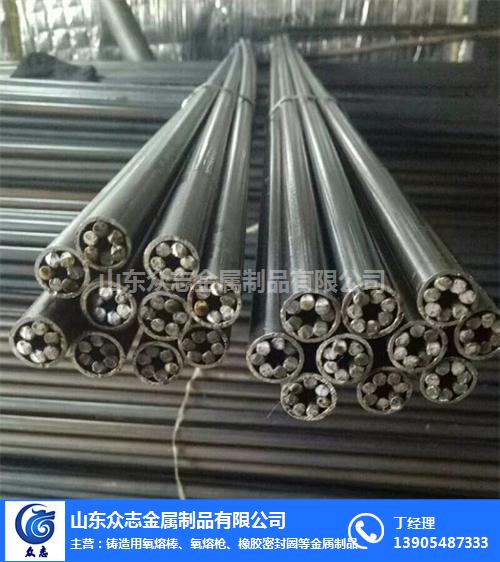
吹氧管是用作炼钢吹氧用管, 产品是在 S 系列产品基础上研制而成,结合了当前电弧炉炼钢的实 际需要,耐火度高、消耗量少、操作方便等特点。
涂层吹氧管是在普通焊管吹氧管的基础上,经冶炼的反复实验,研制而成的新产品。它是多 种耐高温材料合成,通过机械压力自动涂层成型,经自然风干或烘干房烤干,这种吹氧管用于电炉吹 氧助熔、脱碳及搅拌,能保持良好的热稳定性。本产品属弱碱性,对任何钢种和炉体均毫无损害。
渗铝耐火涂层吹氧管( PS 系列), Ps 系列由基体层、内壁渗铝层、外壁渗铝层、内涂层和外 涂层等共五层组成,是在 S 系列产品基础上研制而成,结合了当前电弧炉炼钢的实际需要,耐火度高 、消耗量少、操作方便等特点。电弧炉炼钢中输送氧气或其它气体,在电弧炉内熔化并精炼钢铁;注 入其它粉末状添加剂,调节钢种或炼制特种钢;清除氧气转炉里的矿渣;其它用途,如在强耐热、抗硫化和抗腐蚀等方面。

氧熔棒如何增加使用时长而又加快使用效率呢 ?
了解氧熔棒这一产品的朋友们都会问一些专业的问题,而不是只问价位的问题.朋友们您想了解什么才是为重要的问题吗?氧熔棒的使用时长和具体的工作效率才是一个采购者为重要的问题
一分价钱,一分货。这句话可以针对到任何的产品中去,我们的氧熔棒当然也在其中。对于对这种产品不了解的朋友关注的只是他的价位,其实看似一样的东西,其实使用出的效果是大大不同的。也就是说它们的质量也是分三六九等的。对于氧熔棒来说它虽然是消耗品,但它也有消耗的时长和效率的高低,使用这一产品我们要首先保证在操作上要合格,正确。那么在同样的正确操作下来对比使用时长,合格的产品比如;¢12*1800型使用时间是5-6分钟,而便宜的产品是万万做不到的,它的使用效果也是也是非常直观的。每根¢12*1800的氧熔棒;
1、熔切:φ150-200mm不锈钢铸件冒口需棒1根左右,时间5分钟(各合金、有色金属、熔渣等用棒量均差不多)。钢铁厚100mm,长度1000mm,用棒1根。
2、清理:φ100mm,深度1米左右铸件内孔粘砂,需棒2根左右。时间10分钟。


丁立强先生
手机:13905487333



